How to make a machine for quickly making forged lattice
Forged grille is one of the simple but beautiful products of artistic forging. It looks solid, reliable and tasteful. It can be used on fences, gates, gates, railings, balcony railings. To make the strip mesh neat and symmetrical, you need to assemble a special machine to make it.

To make a machine matrix that forms the bends of the mesh rods, you can use a load spring. 2 pieces of the same size are cut from it. They need to be sharpened so that one has a protrusion in the center, and the other has a notch. The dimensions of the recess and protrusion are adjusted to the width of the strip with which it is planned to work when making the grating. It is optimal to focus on a strip of 20x4 mm.




Next, you need to order a guide for the upper stamp from a turner or grind it yourself. It consists of 2 elements: a shaft with a head and a tube that slides on it.

There are 2 grooves on the side of them. Pins are inserted into the grooves.


They are then welded to the shaft head. This will allow the guide not to rotate. A spring is installed on the guide shaft. Then it is pressed up by a tall massive washer. The washer itself is welded.




The base for the machine needs to be cut from 10 mm sheet steel. A stamp with a recess is welded to the center of the sole. A stamp with a protrusion is welded to the previously made sliding guide.

Now you need to secure the upper stamp relative to the lower one. To do this, a strip is temporarily laid between them, which the machine is used to work with, and a 1.5 mm insert to create a gap. Then, using a square welded in the letter “G”, you need to weld the guide tube to the base of the machine.

To adjust the step between waves, you need to make a folding device. To do this, screw an M6 nut onto a long M6 stud, then put on 2 M8 nuts and tighten everything with a second M6 nut. The stud is welded to the base of the machine through a spacer. It should be positioned parallel to the movement of the strip being advanced in it. A flag is welded onto the central nuts. It will be mobile and allow you to control the distance between waves.



A section of profile pipe is welded to the bottom of the sole, which will allow the machine to be fixed on an anvil or in a vice. To use the machine, you need to heat the strip blank. It is inserted under the stamp and bent by hammer blows along the guide. The workpiece is then advanced further until the folding flag falls into the wave made, and the next bend is formed.

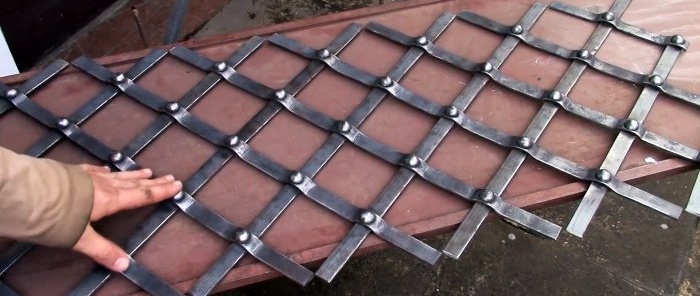
For convenience, several blanks are placed in the forge. While work is being done on one, the others are heating up. As soon as the current one cools down, the next one is taken instead, and the first one is sent for reheating. Having made a sufficient number of won blanks, you can connect them into a lattice with even stripes. The fastening is carried out using rivets at the intersection of the cells.



Materials:
- spring from a truck;
- round blank for grooving the guide;
- compression spring;
- steel plate 10 mm;
- steel square 20x20 mm;
- long pin M6;
- M6 nuts – 2 pcs.;
- M8 nuts – 2 pcs.
Manufacturing process of forged grating machine
To make a machine matrix that forms the bends of the mesh rods, you can use a load spring. 2 pieces of the same size are cut from it. They need to be sharpened so that one has a protrusion in the center, and the other has a notch. The dimensions of the recess and protrusion are adjusted to the width of the strip with which it is planned to work when making the grating. It is optimal to focus on a strip of 20x4 mm.




Next, you need to order a guide for the upper stamp from a turner or grind it yourself. It consists of 2 elements: a shaft with a head and a tube that slides on it.

There are 2 grooves on the side of them. Pins are inserted into the grooves.


They are then welded to the shaft head. This will allow the guide not to rotate. A spring is installed on the guide shaft. Then it is pressed up by a tall massive washer. The washer itself is welded.




The base for the machine needs to be cut from 10 mm sheet steel. A stamp with a recess is welded to the center of the sole. A stamp with a protrusion is welded to the previously made sliding guide.

Now you need to secure the upper stamp relative to the lower one. To do this, a strip is temporarily laid between them, which the machine is used to work with, and a 1.5 mm insert to create a gap. Then, using a square welded in the letter “G”, you need to weld the guide tube to the base of the machine.

To adjust the step between waves, you need to make a folding device. To do this, screw an M6 nut onto a long M6 stud, then put on 2 M8 nuts and tighten everything with a second M6 nut. The stud is welded to the base of the machine through a spacer. It should be positioned parallel to the movement of the strip being advanced in it. A flag is welded onto the central nuts. It will be mobile and allow you to control the distance between waves.



A section of profile pipe is welded to the bottom of the sole, which will allow the machine to be fixed on an anvil or in a vice. To use the machine, you need to heat the strip blank. It is inserted under the stamp and bent by hammer blows along the guide. The workpiece is then advanced further until the folding flag falls into the wave made, and the next bend is formed.

For convenience, several blanks are placed in the forge. While work is being done on one, the others are heating up. As soon as the current one cools down, the next one is taken instead, and the first one is sent for reheating. Having made a sufficient number of won blanks, you can connect them into a lattice with even stripes. The fastening is carried out using rivets at the intersection of the cells.



Watch the video
Similar master classes






Particularly interesting






Comments (0)
