How to make a bending machine from bearings
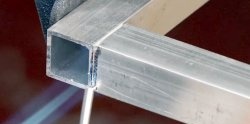
Using a couple of large bearings and some scrap metal, you can make a compact manual bending machine for bending thin tubes, strips, round timber and rebar at an angle or making radius fillets. The proposed design is easy to manufacture, as it does not require turning or precise dimensions.

To manufacture the power part of the machine, it is necessary to weld a square pipe welded from angles into the inner race of a large bearing.



It should protrude beyond the bearing by 80-100 mm, which will be necessary to clamp the machine in a vice.


A profile pipe is selected for the welded pipe, which can fit into it with virtually no gap. The easiest way is to initially weld the corners around it, and then if they do not fit into the cage, just sharpen them at the corners.
A shoulder made of thick sheet steel is welded to the outer race of the bearing.At one end it is cut to fit the radius of the bearing for a larger contact area during welding.


Several holes are drilled in a row.

Then a round timber lever is welded to the shoulder.


You need to insert a bolt with bearings in place into one of the holes in the arm and tighten it with a nut. The result is a bending roller. In the future, depending on the thickness of the rolled product being bent, the roller will need to be moved to different holes in the arm.


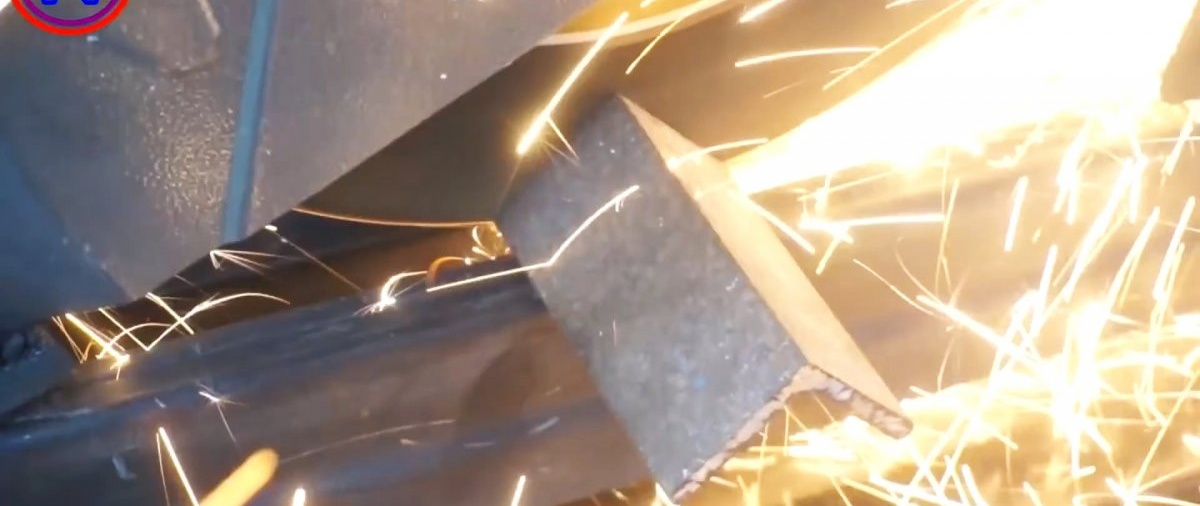
Next, you need to make a grip to fix the edge of the rolled product when bending at an angle. To do this, 2 L-shaped blanks are cut from the strip.

Spacers are welded between them, and the gripper is placed in a previously prepared profile pipe. The parts are welded together.

For a radius bend, you need to cut a disk with a small shoulder, or a circle, from sheet steel and then weld a piece of strip to it. In the center, a piece of profile pipe is welded to it, the same size as on the grip for the corner bend.


A larger nut is welded to the disc arm. A bolt is screwed into it. Then half of the outer race of the bearing is welded to the disk.

An L-shaped blank is bent from a square and welded to the nut and disk behind the holder. It will serve as a limiter and will also strengthen the fastening of the nut.



To use the machine, you need to clamp its base in a vice by the profile welded from a corner. If it is necessary to make an angular bend, a pipe with welded cheeks is inserted into it. If a radius bend is needed, then a second equipment with half a clip is used. A bolt is used to secure the edge of the workpiece to it.




Basic materials:
- large bearings – 2 pcs.;
- bearings with an outer diameter of 30-50 mm - 3 pcs.;

- corner;
- profile pipe;
- sheet steel 5 mm or thicker;
- round timber 20 mm;
- square 10-15 mm;
- M20-M30 bolt with nut.

Machine manufacturing process
To manufacture the power part of the machine, it is necessary to weld a square pipe welded from angles into the inner race of a large bearing.


It should protrude beyond the bearing by 80-100 mm, which will be necessary to clamp the machine in a vice.


A profile pipe is selected for the welded pipe, which can fit into it with virtually no gap. The easiest way is to initially weld the corners around it, and then if they do not fit into the cage, just sharpen them at the corners.
A shoulder made of thick sheet steel is welded to the outer race of the bearing.At one end it is cut to fit the radius of the bearing for a larger contact area during welding.


Several holes are drilled in a row.

Then a round timber lever is welded to the shoulder.


You need to insert a bolt with bearings in place into one of the holes in the arm and tighten it with a nut. The result is a bending roller. In the future, depending on the thickness of the rolled product being bent, the roller will need to be moved to different holes in the arm.


Next, you need to make a grip to fix the edge of the rolled product when bending at an angle. To do this, 2 L-shaped blanks are cut from the strip.

Spacers are welded between them, and the gripper is placed in a previously prepared profile pipe. The parts are welded together.

For a radius bend, you need to cut a disk with a small shoulder, or a circle, from sheet steel and then weld a piece of strip to it. In the center, a piece of profile pipe is welded to it, the same size as on the grip for the corner bend.


A larger nut is welded to the disc arm. A bolt is screwed into it. Then half of the outer race of the bearing is welded to the disk.

An L-shaped blank is bent from a square and welded to the nut and disk behind the holder. It will serve as a limiter and will also strengthen the fastening of the nut.



To use the machine, you need to clamp its base in a vice by the profile welded from a corner. If it is necessary to make an angular bend, a pipe with welded cheeks is inserted into it. If a radius bend is needed, then a second equipment with half a clip is used. A bolt is used to secure the edge of the workpiece to it.



Watch the video
Similar master classes






Particularly interesting





Comments (0)
