Thin metal welding method

Today, many products used in everyday life use thin sheet metal - these are cars, refrigerators, washing machines, etc. In the process of repairing them, sometimes there is a need for welding work. But welding thin parts with electrodes has some features, without which we will not get a high-quality connection.
Will need
In general, welding thin sheet materials requires the same materials, tools and equipment as conventional welding. We will need:
- welding machine (transformer or inverter);
- electrodes of suitable diameter and coating;
- parts to be welded;
- tools for preparing for welding of joined edges;
- overalls and welder's mask.
Preparing for the process of welding thin metal
First, we establish what metal the welded parts are made of. After this, we select the type of electrodes and their coating. Knowing the thickness of the metal sheets to be welded, we select the diameter of the electrodes. The principle here is this: it must be equal to the thickness of the materials being joined.
Then we carefully prepare the edges that we will weld.We fit them tightly to each other, that is, we align them using metal scissors, a file or a grinding wheel mounted on the grinder spindle. The edges should be free of traces of oxidation, fat deposits, soot and moisture.
Thin metal welding process
Most often, in such cases, welders use two methods: continuous and intermittent.

We choose something intermediate between them: we will constantly remove the electrode from the materials being welded, that is, extinguish the arc (a technique from the intermittent welding method), but as a result we will get a continuous seam, as with the continuous welding method.
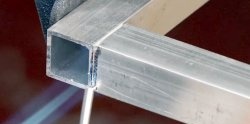
As elements to be welded, we select two equal profiles in the form of a channel made of thin sheet metal with convex stiffeners at the top of the corners. We lay them horizontally close to each other with their ends.
We grab the parts along the stiffeners to fix them.

Then, next to the tack, we re-ignite the arc to obtain a continuous connection without a gap. Next, we tear off the electrode, extinguish the arc for a short time (1-2 seconds) and re-ignite it at the previous stop.

So we continue to weld the joint “on ourselves” until we hit the second tack.


All we have to do is use a hammer to knock the scale off the weld seams.

Watch the video
Similar master classes






Particularly interesting





Comments (5)
