How to make a pipe bender from a car flywheel and a Bendix starter
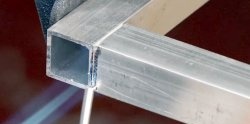
It is not very easy to bend profile pipes without deforming the cross section. To do this, you need special pipe benders, which are expensive and quite bulky. But such a device can be made with your own hands without much expense, if you try a little.
To assemble a homemade pipe bender we will need the following materials and products:

In our work we will have to use: a grinder, a drill, a lathe, a drilling and milling machine, a grinder, a welding machine, a vice, a hammer, a center punch, etc.
We put the old flywheel in order.Using a grinder, we cut off the protruding ends of the bolts, clamp them into the lathe chuck and clean them with a grinding wheel from deposits and rusty stains.

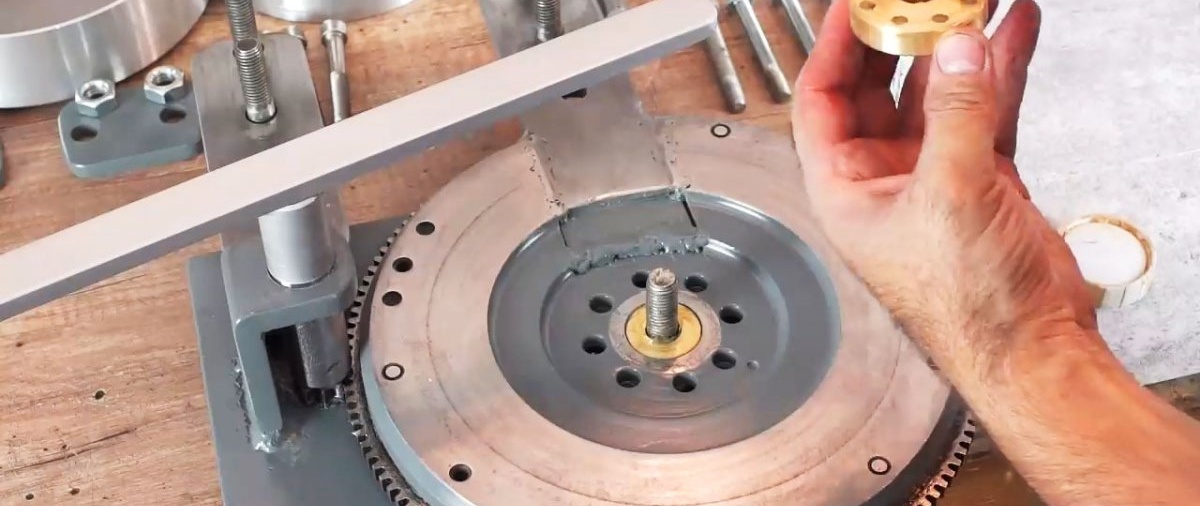
From round brass blanks we make two mating parts for the flywheel, which are needed for its centering and fastening.

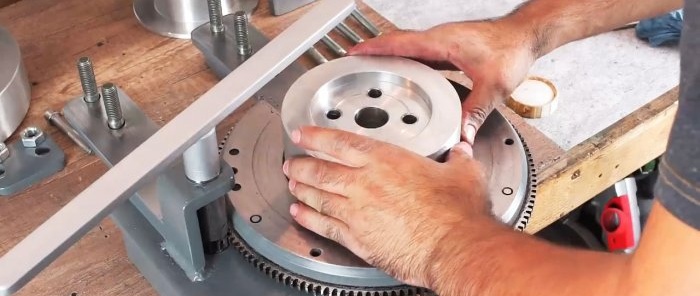
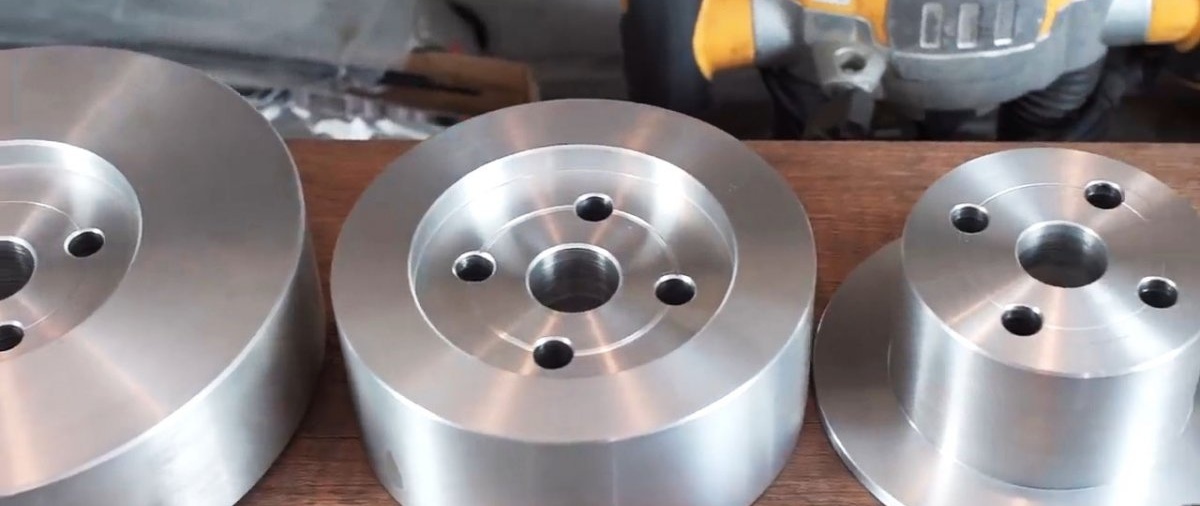
We grind replaceable rollers of different diameters from aluminum blanks to obtain the required bending radius of the workpieces. They have the same mounting system of four bolts and nuts welded to the flywheel.


From the unusable starter, we remove the drive gear assembly (Bendix) with the axle and remove everything except the inner ring of the overrunning clutch.


We make a base from thick sheet metal, cutting off the corners with a grinder and rounding them on a grinder.

We put a flywheel with a brass bushing on it and engage it with the Bendix ring gear. In this position, mark the point of their rotation on the base and drill holes.
We insert a pin into the hole for the flywheel from below and weld it to the base. We grind the welding area flush with the plane.

We put a brass bushing on the stud, put a flywheel on it and tighten it with a nut.

We grind a sleeve from a round steel bar and install it from below into the hole for the bendix axle, from which we cut off the helical drive gear.

We weld the axle from below to the bushing, which, in turn, is welded to the base. We install the gear on top of the axle.

In one plate of thick metal, we drill a hole at one end, and from below across the plate we mill a triangular groove and bend it at 90 degrees.

We grind a rod of the required diameter from a steel round rod, fix it in the chuck of a lathe and connect the end of the rod to the gear using friction welding.

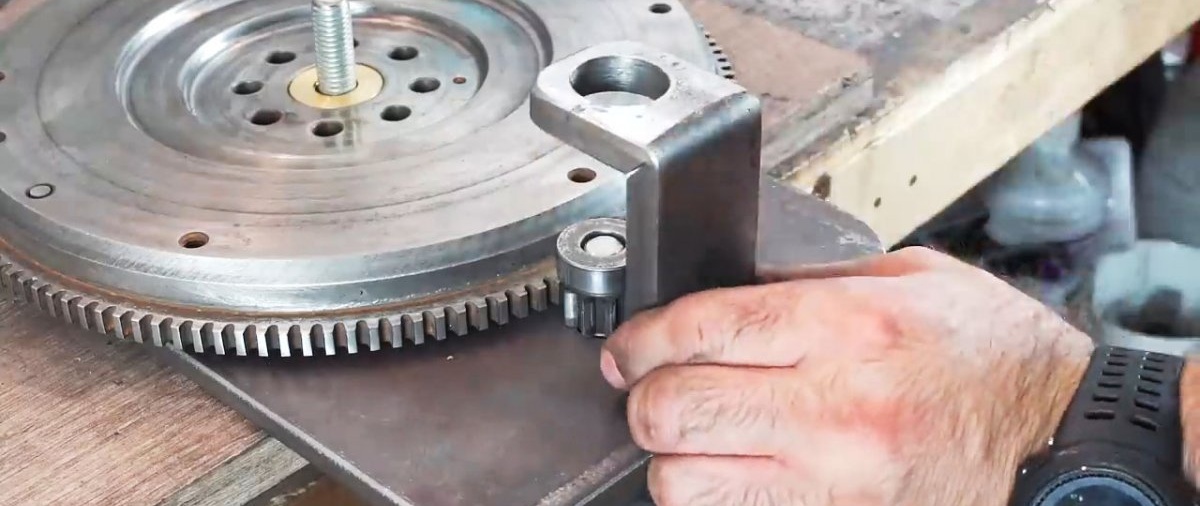
We install the rod with the gear in place.We put an L-shaped part with a hole on the rod and weld it to the base. We weld a metal plate on top of the rod. We will use it to rotate the drive gear.

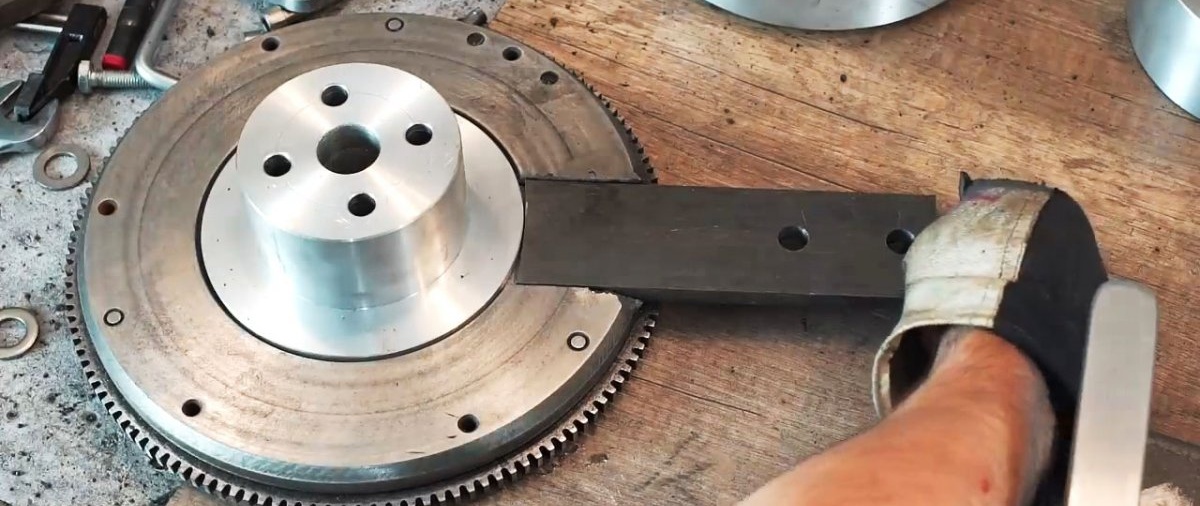
We mill a radial groove in the flywheel, into which we place a specially prepared plate with two holes at the end, located longitudinally, and weld it.


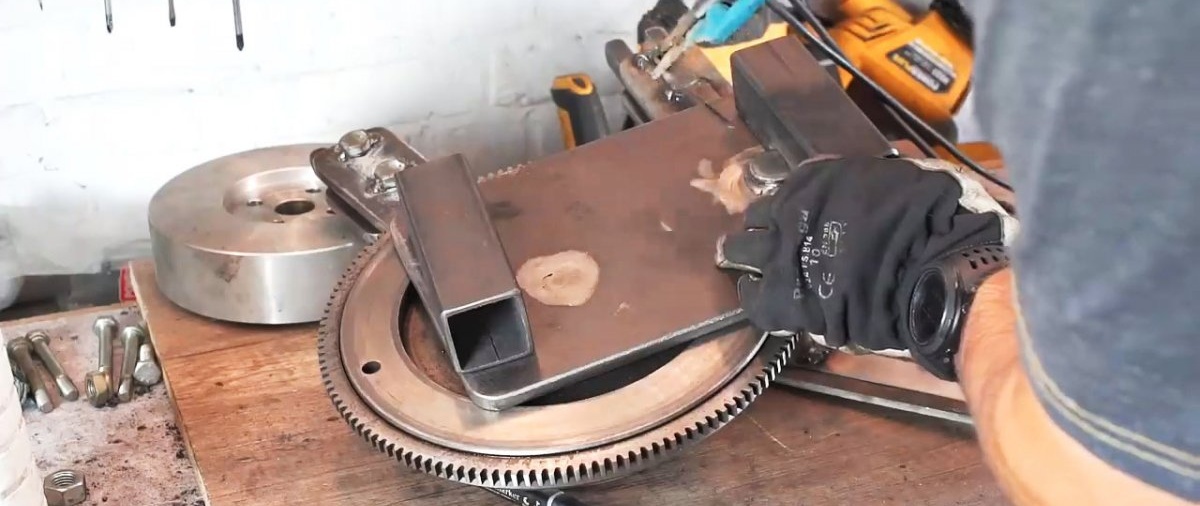
We weld two pieces of square pipe at the bottom of the base to give stability to the entire device. The next operation is the manufacture of stops for the workpieces and their installation in their proper places.

We disassemble the pipe bender, degrease the parts and components, cover the surfaces that cannot be painted with adhesive paper, and paint from an aerosol can.

We wait for the paint to dry, remove the protective paper and begin final assembly by lubricating the brass bushings and the bendix with the flywheel crown.

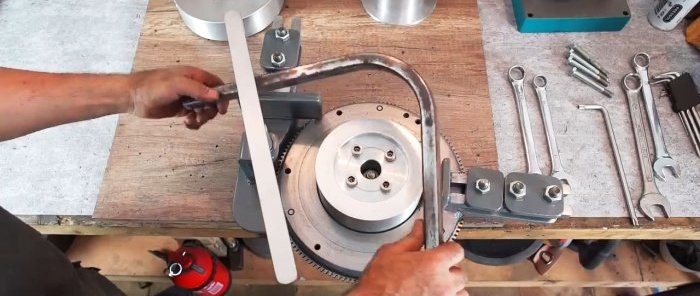
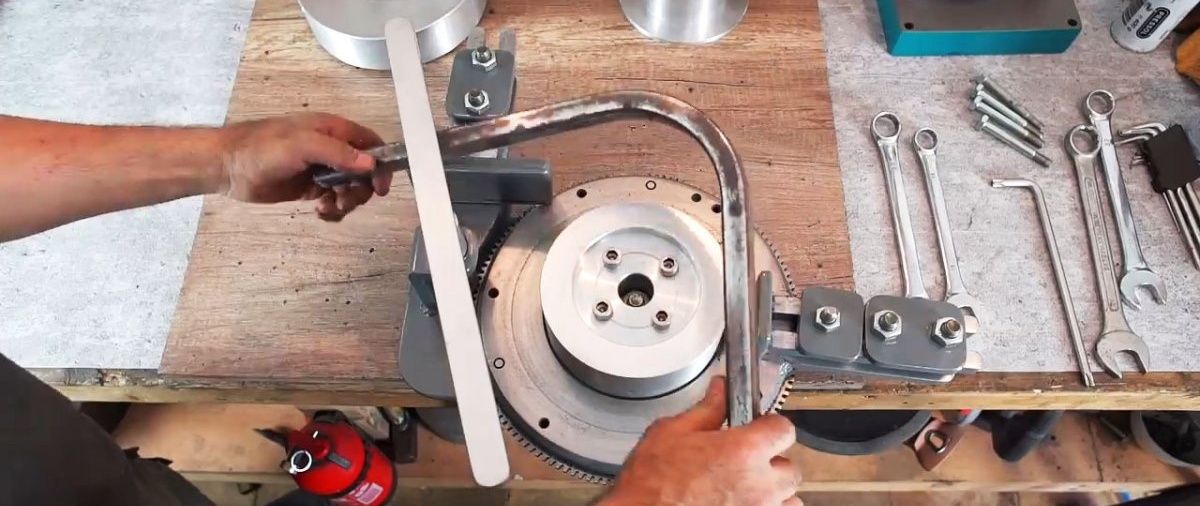
We check the operation of the pipe bender, changing replacement rollers to ensure the required bending radius, and make sure that the device works perfectly.



Required
To assemble a homemade pipe bender we will need the following materials and products:
- thick sheet metal;
- aluminum blanks of various diameters;
- two round brass blanks;
- gear from the starter (Bendix);
- gear flywheel from a car;
- bolts, washers and nuts;
- round steel bar;
- metal plates of various sizes and shapes;
- square metal pipe;
- a can of aerosol paint.

In our work we will have to use: a grinder, a drill, a lathe, a drilling and milling machine, a grinder, a welding machine, a vice, a hammer, a center punch, etc.
Pipe bender manufacturing process
We put the old flywheel in order.Using a grinder, we cut off the protruding ends of the bolts, clamp them into the lathe chuck and clean them with a grinding wheel from deposits and rusty stains.

From round brass blanks we make two mating parts for the flywheel, which are needed for its centering and fastening.

We grind replaceable rollers of different diameters from aluminum blanks to obtain the required bending radius of the workpieces. They have the same mounting system of four bolts and nuts welded to the flywheel.

From the unusable starter, we remove the drive gear assembly (Bendix) with the axle and remove everything except the inner ring of the overrunning clutch.


We make a base from thick sheet metal, cutting off the corners with a grinder and rounding them on a grinder.

We put a flywheel with a brass bushing on it and engage it with the Bendix ring gear. In this position, mark the point of their rotation on the base and drill holes.
We insert a pin into the hole for the flywheel from below and weld it to the base. We grind the welding area flush with the plane.

We put a brass bushing on the stud, put a flywheel on it and tighten it with a nut.

We grind a sleeve from a round steel bar and install it from below into the hole for the bendix axle, from which we cut off the helical drive gear.

We weld the axle from below to the bushing, which, in turn, is welded to the base. We install the gear on top of the axle.

In one plate of thick metal, we drill a hole at one end, and from below across the plate we mill a triangular groove and bend it at 90 degrees.
We grind a rod of the required diameter from a steel round rod, fix it in the chuck of a lathe and connect the end of the rod to the gear using friction welding.

We install the rod with the gear in place.We put an L-shaped part with a hole on the rod and weld it to the base. We weld a metal plate on top of the rod. We will use it to rotate the drive gear.
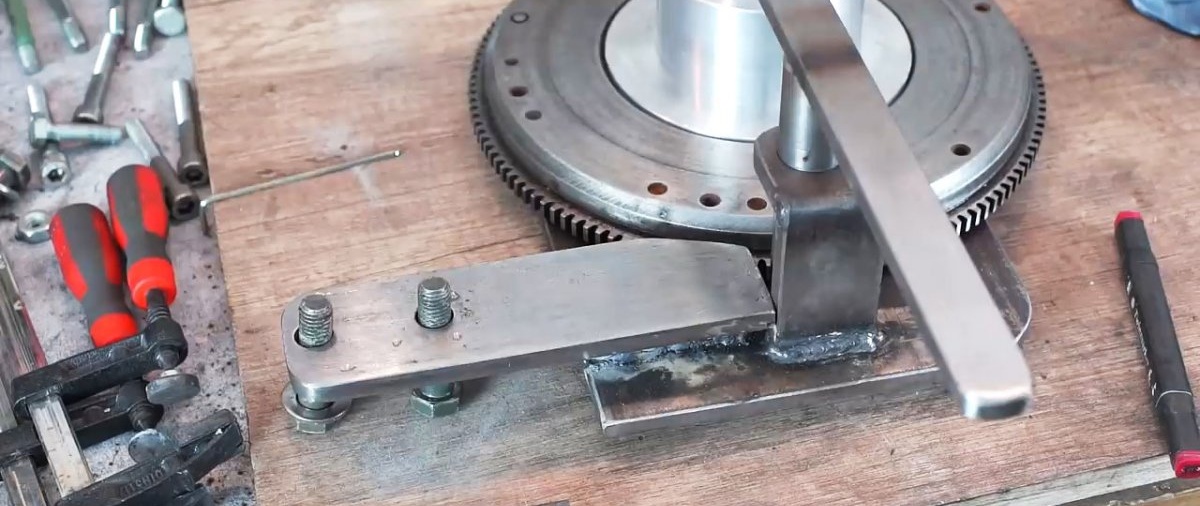
We mill a radial groove in the flywheel, into which we place a specially prepared plate with two holes at the end, located longitudinally, and weld it.

We weld two pieces of square pipe at the bottom of the base to give stability to the entire device. The next operation is the manufacture of stops for the workpieces and their installation in their proper places.
We disassemble the pipe bender, degrease the parts and components, cover the surfaces that cannot be painted with adhesive paper, and paint from an aerosol can.

We wait for the paint to dry, remove the protective paper and begin final assembly by lubricating the brass bushings and the bendix with the flywheel crown.

We check the operation of the pipe bender, changing replacement rollers to ensure the required bending radius, and make sure that the device works perfectly.



Watch the video
Similar master classes






Particularly interesting





Comments (2)
