Bordák készítése esztergagéphez eldobható öngyújtókból

A szabványos, gyárilag gyártott recézőhengerek túl nagyok lehetnek a kis munkadarabok megmunkálásához. Kisebb alkatrészeknél jobb, ha saját kezűleg hajtja végre a recézést öngyújtók kerekeivel. Nagyon kemény anyagból készültek, így gond nélkül vágják a közönséges acélt. A keskeny görgőkkel készült, házilag készített recézés oldalról kisebb nyomást gyakorol a nyersdarabra, ezáltal csökkenti az orsó, a csapágyak, a féknyereg és a vezetőcsavar kopását.
Amire szüksége lesz:
- Könnyebb kerekek;
- acél négyzet 10x10 mm;
- fúró 2 mm.
A recézési folyamat
A recézés nem univerzális eszköz, így egyetlen alkatrészt sem fog tudni feldolgozni vele. Célszerűbb 4 különböző típusú szerszámot készíteni, amelyekkel mind a normál nyersdarabokat felülről, mind a belső felületek mentén hengerelhetjük.

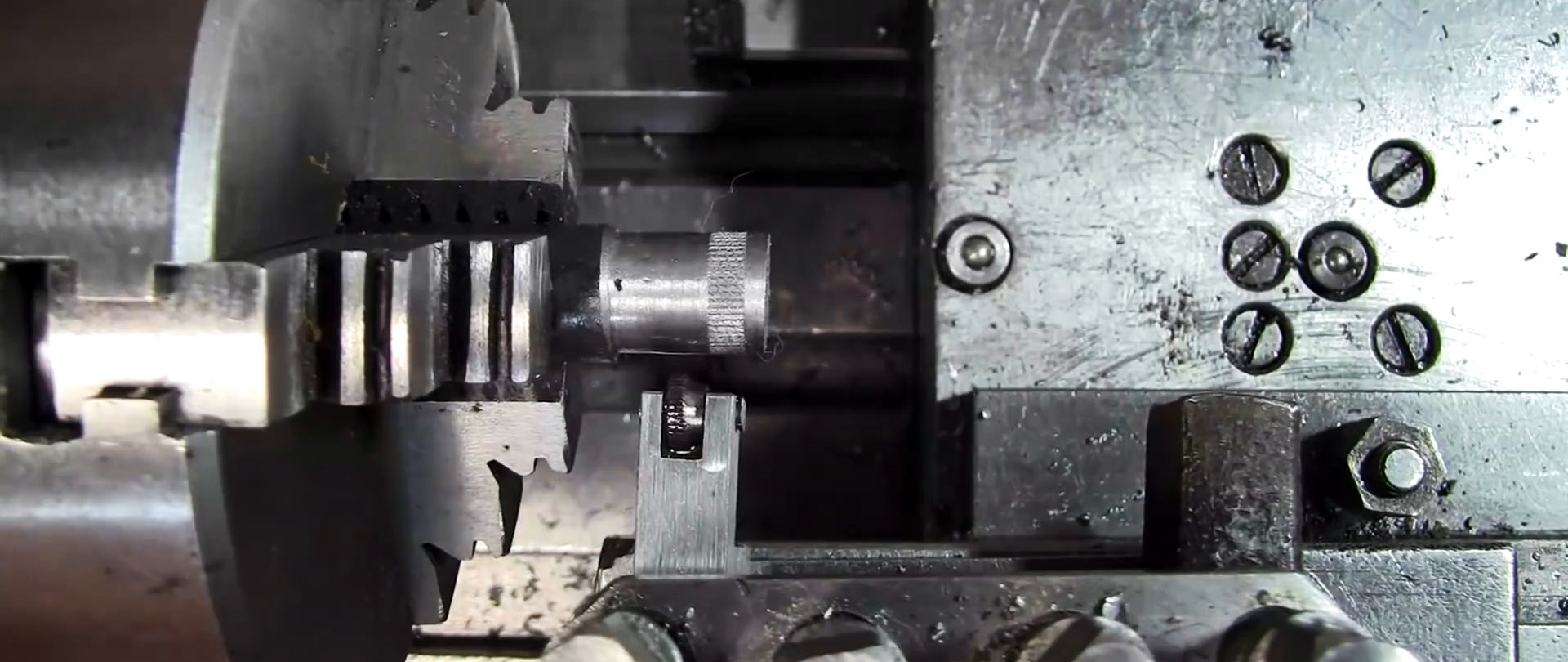
Szabályos és kúpos recés

Az egyik recézés a szokásos módon történik, a második szűkített peremmel, hogy csökkentse a feldolgozás során a vékony munkadarabra nehezedő nyomást, a harmadik nagy belső felületekre alkalmas, a negyedik konzolos recézés pedig keskeny csövekben használható.
A recézéshez 4 tartót kell előkészíteni. Hosszú marók lerövidítésével vagy négyszögletes rúd lerövidítésével érhetők el. A külső felületek recézésére szolgáló tartókban a végén hornyok vannak kimarva, valamivel szélesebbek, mint a könnyebb kerekek.


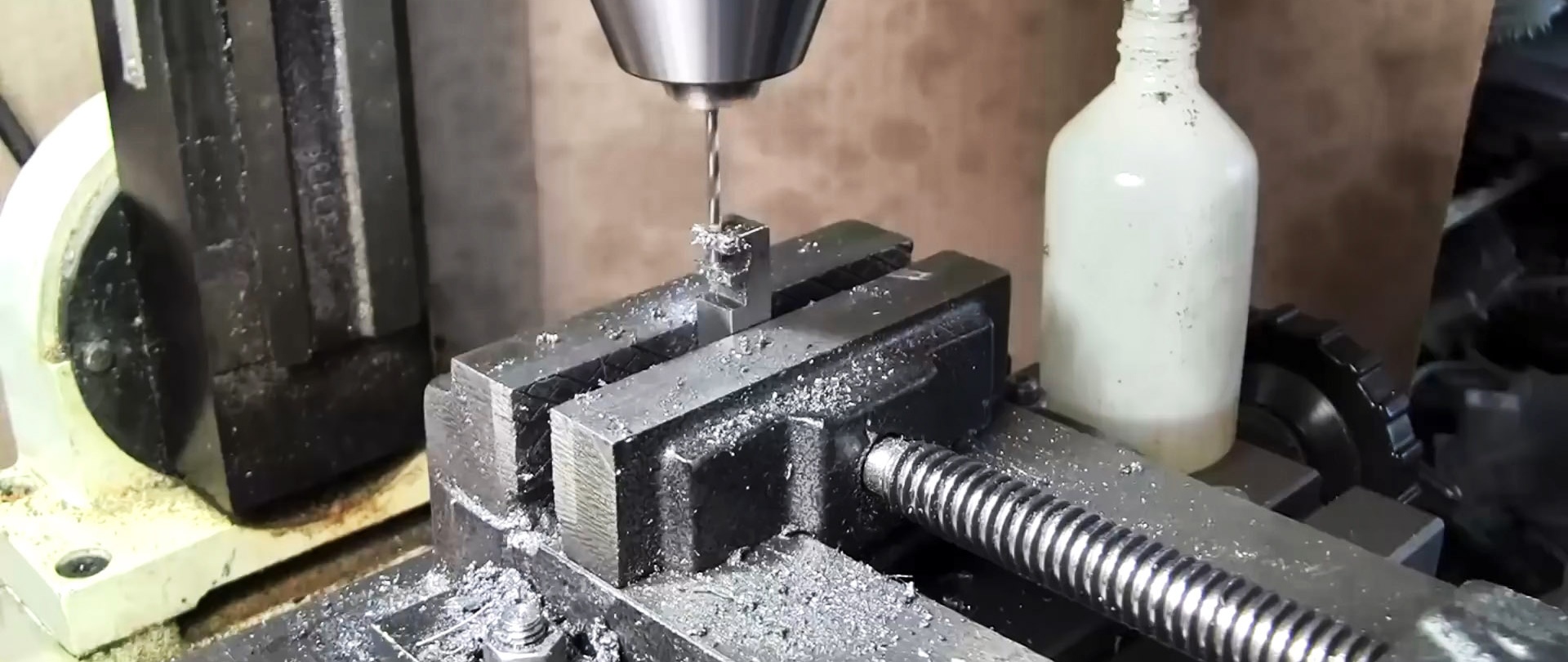
Ezután megfúrják a tartókat a tengelyhez a görgők felszereléséhez.

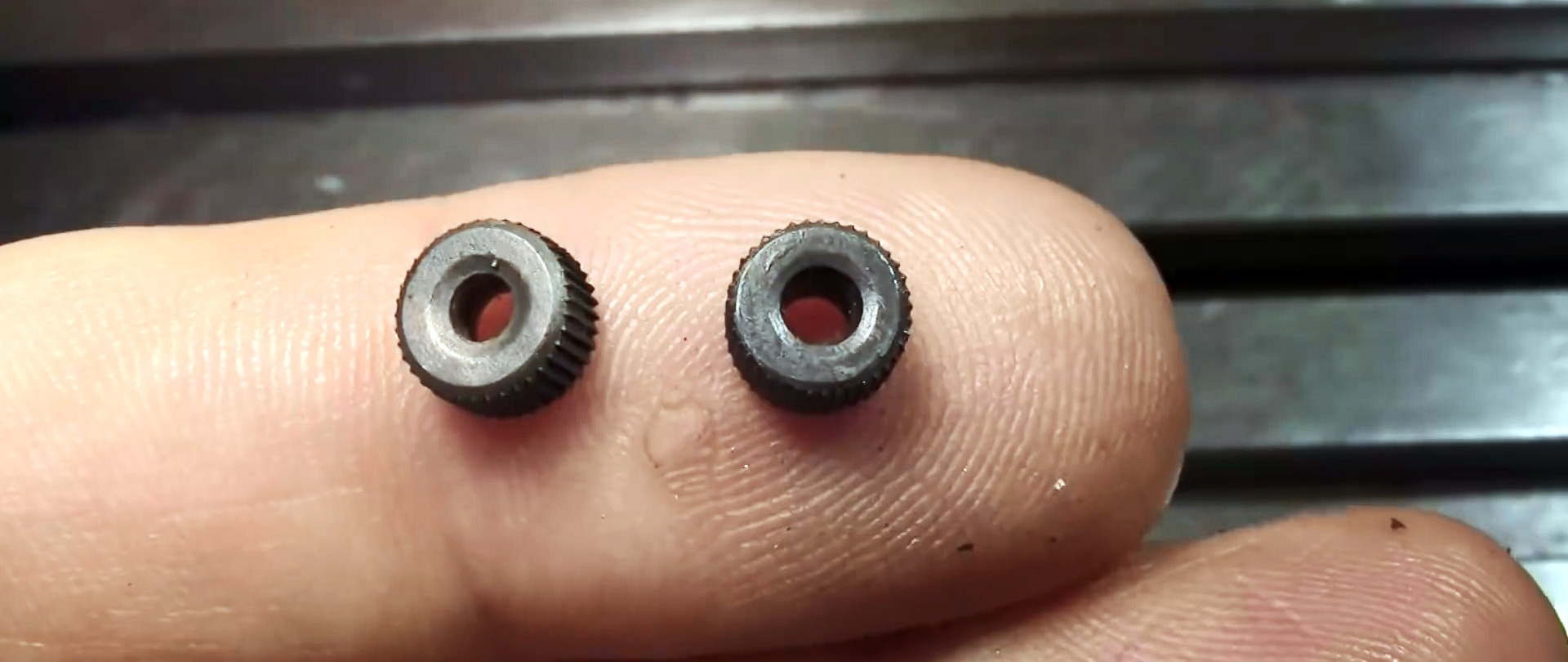
Az egyiket szűkíteni kell a fogaskerék egyik oldalán lévő gyűrű lecsiszolásával.

Ehhez egy tüskére kell helyezni, amelyet egy fúróba vagy fúróba szorítanak. A csavaratlan kereket csiszolópapírra köszörüljük le. A görgők a törött fúrók száraiból készült tengelyekkel vannak rögzítve a tartókban.
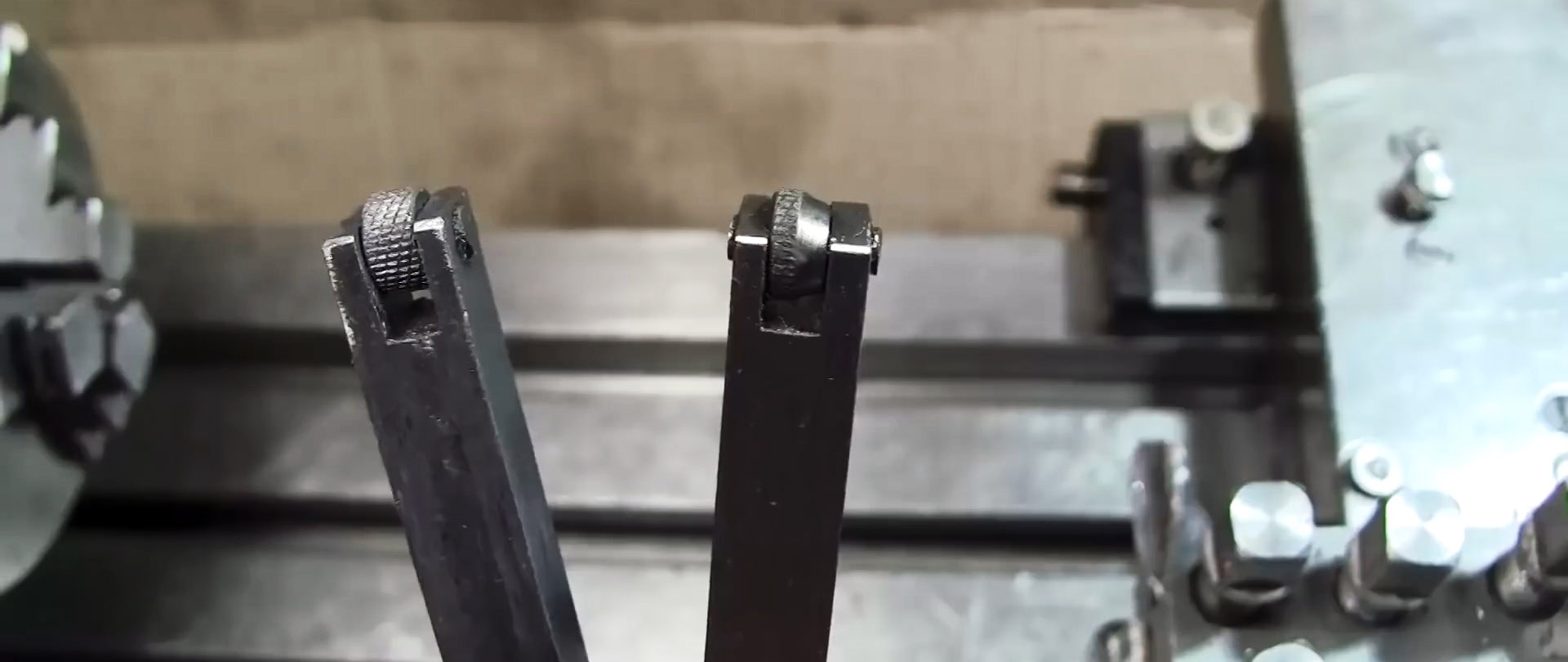
Konzolos recés

A kis belső síkok konzolos recézése más elv szerint történik. Annak a tengelynek a tartójának élét kell élezni, amelyre a könnyebb kerék kerül.

Előtte egy horony van megmunkálva a zárógyűrű számára. Ezt követően a görgőt felhelyezzük és huzalgyűrűvel rögzítjük.

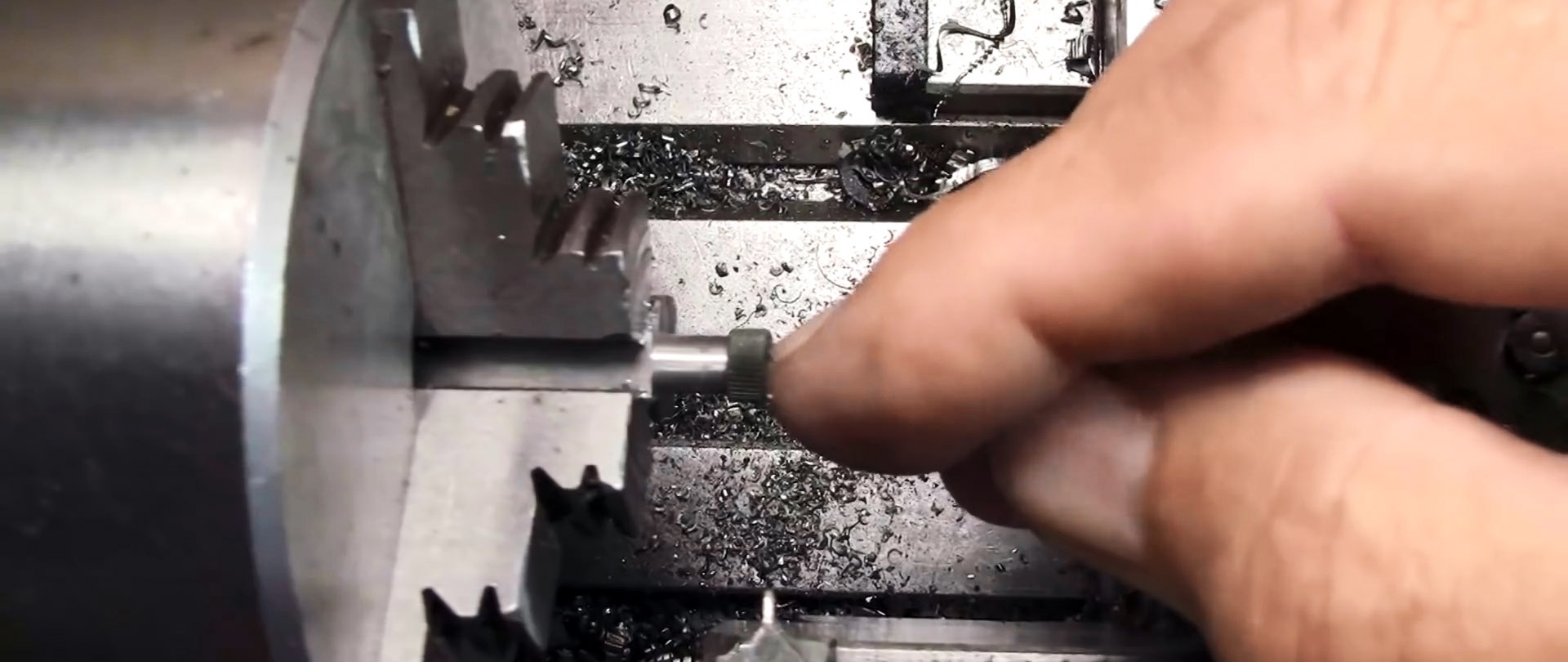
Oldalsó rögzítő tüske
A kerék oldalsó elhelyezéséhez szükséges tüskét oldalról kell marni, hogy 2 hornyot kapjunk.


Ezután a munkadarabot a tengelyhez fúrják.
Egy kerék van belehelyezve. A második horonyra azért van szükség, hogy később ki tudja nyomni a tengelyt és kicserélni a kopott görgőt.

Az öngyújtók kerekei aszimmetrikus mintázatúak, így a tartó forgásirányától függően más lesz a minta. Az egyetlen kivétel a konzolos recés. A bevágások irányának megváltoztatásához fordítva kell megfordítania a görgőt. Erre azért lehet szükség, hogy nagyobb tapadást biztosítsunk a recézett felületen, ha azt az óramutató járásával megegyező vagy azzal ellentétes irányba forgatjuk.