How to weld a large gap in various ways using a conventional electrode
Sometimes, due to inaccuracies and errors in the installation of metal connection elements or incorrect calculations during design, a fairly wide gap can form between the end blanks. In order not to redo labor-intensive work again and not to incur additional material costs and not to extend the work time, the resulting gap can be eliminated by welding it using conventional coated electrodes. Any welder with basic welding skills and some practical experience can cope with such work.
Method No. 1
It is the simplest, most natural and easiest to implement. To implement this, we use a grinder or a metal saw to cut out a steel insert of the appropriate size in width and length.

We attach a magnetic holder to the workpieces to be welded from the opposite side in the transverse direction, and then we place a pre-prepared insert into the gap between the workpieces, position it and weld it to the edges of the workpieces using two vertical welding seams.


Method number 2
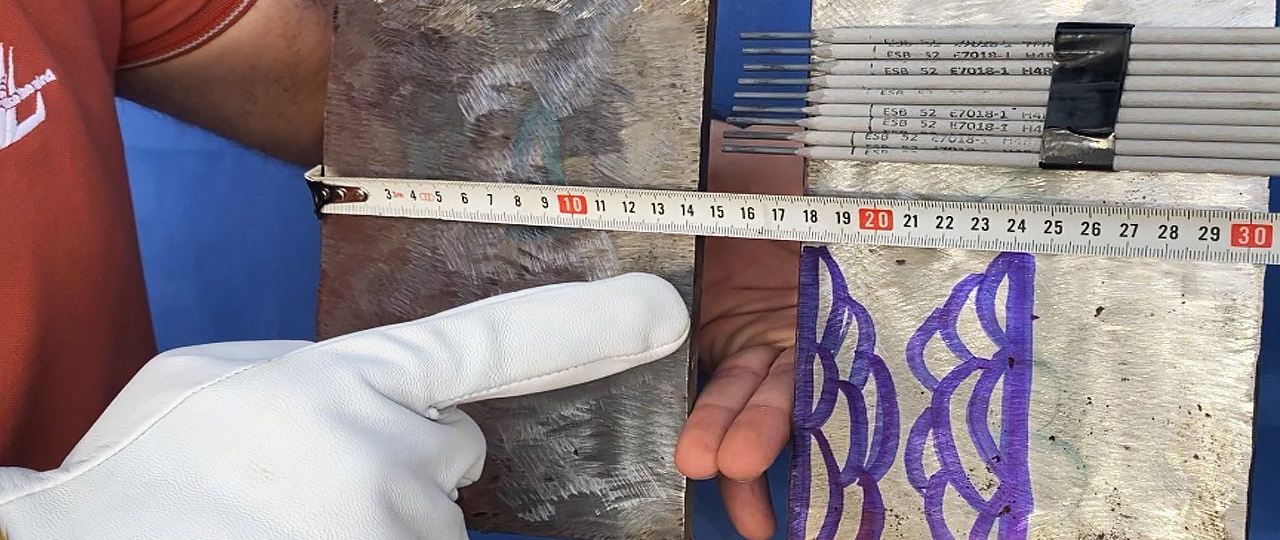
With this method welding electrode we move alternately along the edges of the workpieces from top to bottom, with each pass narrowing the gap to be welded more and more. To reduce the total number of welding seams, it is advisable to use electrodes with a larger cross-section, for example, instead of a diameter of 3.2 mm, take an electrode with a diameter of 4.0 mm.



Here, after each welding seam applied, it is necessary to carefully remove the slag, then the quality of the final result will be guaranteed to be high.

Method number 3
A feature of this welding method is, in contrast to the first option, the transverse movement of the electrode inside the gap between the workpieces, and not parallel. Moreover, the welding of the gap between the workpieces occurs both in spot welding and in mirror image. As a result, a certain section of the gap is welded in height. Then the next section is welded in the same way, and so on until the end, until the entire gap is welded.


The feature of this method of welding a gap between two workpieces is a pronounced concave arc-shaped movement of the end electrode in the welded gap between the two edges of the workpieces being joined.

As a result, after completing the welding process in this way, the surface of the seam will have a very clear arc-shaped shape.

Watch the video
Similar master classes